復合土工膜施工工藝(新詳解大全)
文章出處:admin 人氣:2237發(fā)表時間:2020-05-13 09:05:24
復合土工膜分為一布一膜和兩布一膜,土工布作為土工膜的保護層,使保護防滲層不受損壞。它具有抗拉、抗撕裂、頂破等物理力學性能指標高,具有強度高,延伸性能較好,變形模量大,耐酸堿、抗腐蝕,耐老化,防滲性能好等特點。

施工前準備工作:
1.檢查并確認基礎支撐層已具備鋪設復合土工膜的條件。基面應干燥、壓實。表面平整、無裂痕、無泥濘、無洼陷、坡度均勻一致,鋪膜內的平直度應平緩變化,陰陽角處圓滑。
2.清掃鋪設面,不能有尖銳物,石塊、鐵絲、木棒等,防滲范圍內的草皮,樹根要清除,對于雜草要噴灑滅草劑。
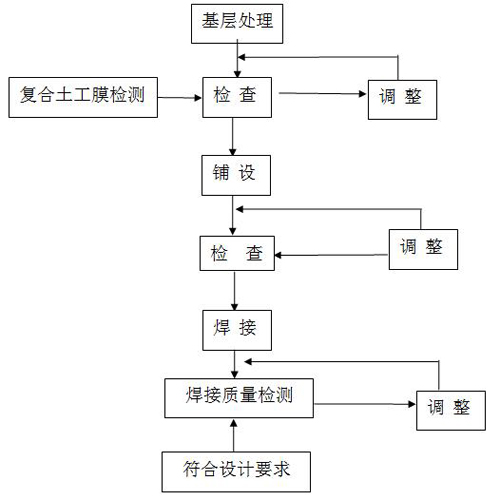
施工工藝流程圖:
復合土工膜鋪設:
1.鋪設時先將鋼管插入土工膜卷裝軸牛皮紙管中,并在鋼管兩端布設牽引繩,人工牽引繩緩慢將復合土工膜由坡頂放至渠底。兩幅相鄰的復合土工膜鋪設時搭接寬度為10-12cm,以利于復合土工膜的焊接。左右幅鋪設完成后,要求土工膜與基床面貼實,平整無突起褶皺,并避免人為和施工機械的損傷。
2.如果鋪設復合土工膜的斜坡面不是很長(不超過6米時),一般只是在坡頂做一條深0.8m、寬0.5米的錨固溝,將復合土工膜的卷頭放入錨固溝內并回填固定,錨固溝內埋設的復合土工膜的長度不應小于1m。
3.襯砌施工中,為防止混凝土施工時復合土工膜順坡向下滑移。在一級馬道渠肩處須將土工膜壓緊固定,可用普通腳手架鋼管將土工膜卷起,用豎向鋼釬將鋼管固定。齒槽部位的復合土工膜鋪設時,應適度松弛,且與齒槽緊貼。
4.復合土工膜鋪設的斜坡作業(yè)面如果較長,比如大型的人工湖、水庫或者河道防滲等工程,那就需要采特殊的工程方案,在斜坡中間增加錨固溝。這樣可根據坡面的長短增加不同的數量的錨固溝,中間部分的錨固溝深度以0.5m,寬度0.4m為宜,其主要目的是防止復合土工膜在鋪設和使用過程中不會因為鋪設或者風沙等天氣原因出現(xiàn)移位,保證施工便利和使用的安全。
5.鋪設后應對鋪設的質量進行檢測,以目測為主,對鋪設不平、不正、有可能影響焊接的需進行調整。
6.復合土工膜鋪設作業(yè)面如果是立面坡度較陡或者是接近于直立,那就需要對斜坡作業(yè)面進行鋪設前預埋件處理,有條件的可以提前預埋U型鎖或者E型鎖,鋪設復合土工膜時只要用熱風焊槍通過高溫加熱將它們焊接在一起就可以了。

復合土工膜連接:
復合土工膜焊接使用雙軌焊接機,采用熱焊接方法使PE膜相連的表面加熱處理使之表面熔化,然后通過壓力使之熔合成一體。中層土工膜采用熱熔焊接爬行機焊接法拼接,搭接寬度不小于10cm,雙縫焊寬度為2*10mm,雙焊縫間空腔寬度為10mm。大面積焊接前先要進行試焊,通過試焊確定合適的焊接溫度和行走速度,以便達到焊接效果。可通過以下檢驗方法確定合適的試驗參數:
1.焊接強度檢驗:在試焊的土工膜樣品上裁剪下寬約10-12cm、長40cm的焊接接頭兩個,進行室內土工膜焊縫焊接強度破壞性張拉試驗,檢查焊縫張拉強度是否滿足不小于母材抗拉強度的80%的規(guī)范要求。
2.外觀質量檢查:試焊時如果焊痕平整透明,表明焊接溫度與行走速度合適;如果焊痕出現(xiàn)嚴重破損,則表明焊接溫度過高或行走速度偏慢;如果焊痕不透明或呈白色,表明焊接溫度偏低或行走速度偏快。
3.焊接質量檢驗:用熱熔風槍封堵小樣焊縫兩端,進行充氣試驗,滿足充氣氣壓達到0.2Mpa,持續(xù)5min無明顯下降后,采用該速度和溫度對現(xiàn)場土工膜進行焊接。
4.人工撕拉檢驗:試焊樣膜采用手撕測試。測試標準為:手撕檢查接縫堅固,母材被撕裂而焊縫不被撕裂,可以判定焊縫處焊接強度大于母材強度,判為合格。
試焊完成后,調整好焊接機的各項參數,方可進行大面積焊接工作。
5.焊道搭接寬度:80~100mm;平面和垂直面的自然褶皺分別為:5%~8%;預留伸縮量:3%~5%;邊角料剩余量:2%~5%。
6.經施工工藝試驗和現(xiàn)場生產性試驗總結,該熱熔焊接爬行機(以TH-515為例)土工膜焊接溫度一般為300-350℃,行走速度一般在3-4檔之間,水平面行走速度為2.5m/min。
7.熱熔焊接工作溫度280~300℃;行進速度2~3m/min;焊接形式為雙軌焊接。
8.每道焊縫焊接完成后,需對焊縫進行外觀檢查:搭接寬度、焊縫寬度和兩焊縫間空腔寬度,焊縫應平整美觀、順直平順,焊縫輪廓明顯,成透明玻璃態(tài),無燙傷、氣泡、虛焊漏點。如發(fā)現(xiàn)問題,用記號筆做好記號,并立即用熱熔風槍進行補焊。
9.破損部位修補方法,裁剪規(guī)格相同的材料,熱熔粘補或采用專用工膜膠密封。
10.焊道處無紡布的連接,膜兩側復合的土工布如在150g/㎡以下可采用熱風焊槍焊接,150g/㎡以上采用手提式縫紉機縫合。

復合土工膜質量檢測:
1.設備檢測:可采用火花試驗或超聲波探測法.
2.土工膜充氣檢驗前,將土工膜焊接區(qū)域起始端、終止端各不小于5cm范圍內,用熱熔風槍烤至軟化后粘貼密實,使焊接區(qū)域土工膜空腔成為一個封閉的充氣區(qū),以便于充氣檢驗。
3.目測法:觀察有無漏接,接縫是否燙損,有無褶皺,是否拼接平均等。
4.復合土工膜焊縫充氣檢驗應選擇合適的檢驗工具,打壓設備出氣管連接氣壓表、逆止閥、針頭外,不應有其他接頭。
1)對雙縫充氣長度為30-60mm雙焊縫間充氣壓力達到0.15-0.2Mpa,保持1-5min,壓力無明顯下降為合格。
2)對單焊縫和T形結點及修補點應采取50cm×50cm方格進行真空檢測,真空壓力大于或等于0.005Mpa。
3)室內試驗.焊接抗拉強度應大于母材強度。
復合土工膜施工中要特別注意:
在鋪設復合土工膜時,除搬運使用機械之外,應盡量使用人工鋪設。這樣主要是防止在鋪設過程中,機械對復合土工膜造成機械性損傷。鋪設時要盡量避免在已鋪設好的復合土工膜上面行走,即使避免不了必須換上平底布鞋或者膠鞋,并控制行走的人數和活動的范圍。這樣既能保證了施工進度、節(jié)約了成本,還避免了損傷復合土工膜,確保了防滲工程的整體性和穩(wěn)定性。
此文關鍵字:復合土工膜
標題:復合土工膜施工工藝(新詳解大全)????????地址:http://www.9wmhn.cn/tgmzx/149.html




同類文章排行
- 土工膜是干什么用的
- 防滲土工膜施工工藝
- 土工膜怎樣施工
- 土工膜在夏天使用應該注意什么 土工膜價格越貴越好嗎
- 如果辨別土工膜質量的好壞
- 土工布和土工膜怎么配合使用
- 詳細說一下防滲土工膜的用途和作用
- 如何辨別土工膜的質量
- HDPE土工膜_知識大全_價格行情
- 土工膜規(guī)格型號和技術
資訊文章
- 土工膜是干什么用的
- 聚丙烯長絲土工布和聚酯長絲土工布的區(qū)別
- 選擇魚塘防滲膜時需要考慮多種因素
- 防滲土工膜施工工藝
- 土工膜怎樣施工
- 防滲膜用于魚池應該注意什么 防滲膜可以用于養(yǎng)甲魚嗎
- 土工膜在夏天使用應該注意什么 土工膜價格越貴越好嗎
- 如果辨別土工膜質量的好壞
- 土工布和土工膜怎么配合使用
- 詳細說一下防滲土工膜的用途和作用
- 如何辨別土工膜的質量
- HDPE土工膜_知識大全_價格行情
- 土工布和土工膜的用途區(qū)別
- 土工膜規(guī)格型號和技術
- 雙光面hdpe土工膜
- 土工布檢測項目有哪些
- 怎樣選擇優(yōu)質的土工膜 土工膜能用多長時間
- 詳述復合土工膜與hdpe土工膜的區(qū)別
- 土工膜每平米多少錢 防滲膜多少錢一卷
- 到底土工膜會不會污染環(huán)境呢
